|
|
Le
rhabillage des meules
Il
n'est pas question ici de décrire en détail tous les types de moulins
ou tous les types de meules, nous y reviendrons peut-être plus tard.
Nous allons aborder ici un travail spécifique et délicat propre à cette
activité très spécialisée qu'est la meunerie, à savoir le rhabillage
des meules.
La plupart des gens qui n'ont jamais été dans un moulin en marche
ne savent généralement pas ce qui se passe entre les meules. D'abord
les meules ne se touchent jamais, il ne vaut mieux pas, car si c'était
le cas, elles s'useraient l'une contre l'autre et abîmeraient leur
surface, on aurait de la poussière de pierre dans la farine, , elles
pourraient s'arrêter et au pire, elles pourraient à leur contact créer
des étincelles dangereuses. La poussière de blé, de seigle, d'orge et
d'avoine est plus explosive que la poudre à canon, le maïs faisant
exception avec le sarrasin qui est une plante de la famille des
polygonacées.
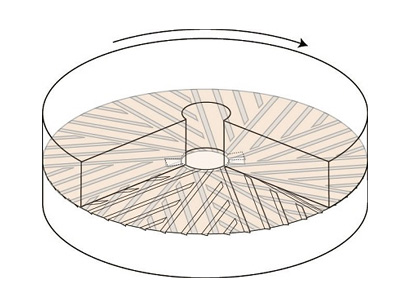
En théorie les meules pourraient moudre du grain avec des surfaces
planes. Mais pour réduire la force motrice, aérer la farine sans
surchauffe, augmenter le rendement et obtenir une très bonne
mouture il est indispensable de rayonner les meules, c'est-à-dire de
créer un réseau de sillons creusés sur les surfaces travaillantes de
celles-ci. L'action de raviver ces rayons s'appelle le rhabillage des
meules.
|
|
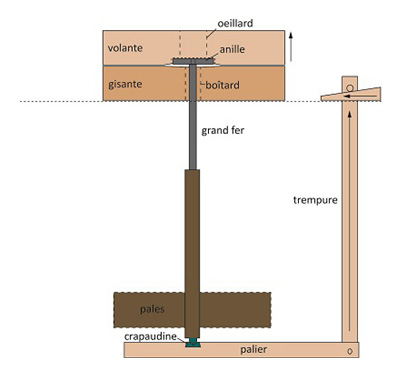
Les meules fonctionnent par paire qui porte le nom de tournant: la
dormante ou gisante à la base, calée sur une structure appelée beffroi,
et par dessus la volante ou tournante. Cette dernière est engagée sur
une patte en fer en forme de double queue d'aronde, l'anille, elle-même
crantée sur le bout carré de l'axe vertical ou grand fer qui traverse
la gisante par un orifice nommé le boîtard. Le bout inférieur de l'axe
dans la chambre des eaux s'appuie sur une crapaudine ou grenouille ou
couette, elle-même engagée dans un palier. Ce palier est solidaire d'un
système, la trempure, qui règle la hauteur de la meule volante.
|
|
|
Cette
dernière est entourée par une caisse en bois appelée cuve,
serche, cerce, archure ou tambour et recouverte d'un couverceau. Quand
on soulève et retourne la volante on peut s'apercevoir que le dessin du
rayonnage est identique sur les deux meules: si on replace la volante
sur la dormante, les rayonnages sont en opposition et donc inversés.
Ainsi les rayons produisent un effet de cisaillement.
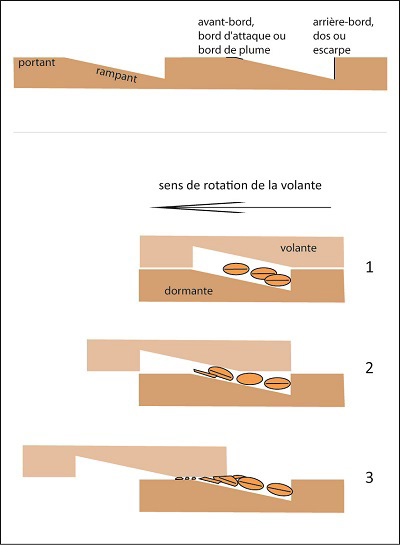
Quand on considère une volante retournée et qu'on voit la façon dont
sont disposés les sillons, avec leur arrière-bord et leur avant-bord,
on peut en déduire le sens de rotation de celle-ci, dans le sens
horaire, ou antihoraire: les deux sens sont possibles, car cela dépend
si l'eau frappe les pales à gauche ou à droite de l'axe central, dans
le cas d'un moulin hydraulique à axe vertical.
|
|
|
Les rayons vus en coupe comportent un arrière-bord ( dos/escarpe), un
rampant, plan incliné qui rejoint l'avant-bord ( bord d'attaque /
bord de plume), enfin une surface plane , le portant. Le portant est la
surface travaillante qui mout véritablement le grain et le réduit en
farine.
|
|
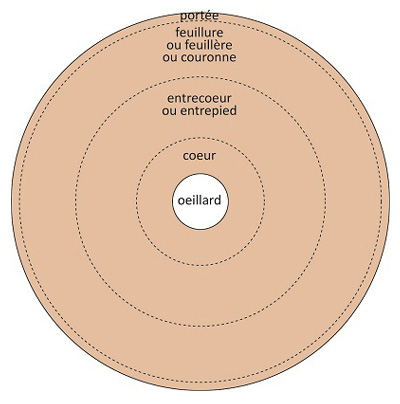
L'action des rayons est triple: d'abord elle permet de couper et
décortiquer le grain comme une paire de ciseaux. Elle déplace par force
centrifuge celui-ci de l'entrée entre les deux meules vers l'extérieur,
en le faisant passer successivement du coeur à l'entrecoeur, à la
feuillure et à la portée. Enfin elle assure une ventilation suffisante
entre les meules pour éviter que la mouture ne s'échauffe.
|
|
Le bon état du rayonnage est décisif pour le mordant des meules et donc
pour la finesse de la mouture. Quand les meules sont usées, fatiguées,
"lasses", la mouture est médiocre, le son est déchiqueté en
petites particules qui se mélange à la farine, et trop d'énergie est
employée pour le fonctionnement correct du moulin. Une paire de meules
bien rhabillées et bien réglées feront un son en gros flocon et
réduiront efficacement l'amande du grain en gruau puis en farine sans
l'échauffer.
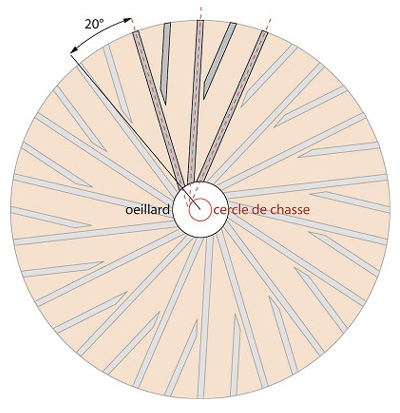
Les rayons ne sont pas dessinés suivant un axe radial à partir du
centre de la meule: ils sont disposés tangentiellement à un cercle
théorique plus petit que l'oeillard, appelé le cercle de chasse.
|
|
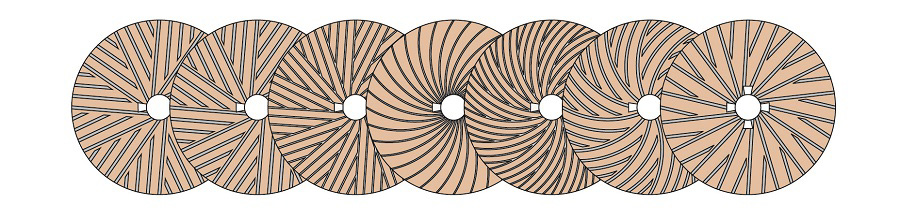
Le nombre , la forme et la disposition des rayons est très variable
suivant la qualité de la pierre, la céréale destinée à être moulue, la
vitesse de rotation de la meule, tous ces facteurs aboutissent à un
schéma spécifique à ceux-ci qui est dessiné sur les meules avant le
piquage proprement dit à l'aide d'un gabarit.
Les rayons sont groupés en harpes ou quartiers, chacun constitué d'un
rayon maître et de plusieurs rayons secondaires, selon le dessin
adopté. Le second rayon est appelé le " compagnon", le troisième
"l'apprenti", le quatrième le "papillon", parfois la "mouche".
|
|
Suivons le parcours des grains de céréale entre les
meules: ils tombent tout d'abord dans l'oeillard, puis sont pris dans l'entrée
par le mouvement de rotation de la meule supérieure, la volante, et déplacés
vers l'extérieur. Ils sont encore entiers quand ils s'engagent dans le coeur.
|
|
Là une dizaine de rayons maîtres creusés profondément commencent à les
concasser et les décortiquer en fragments grossiers par leur action de
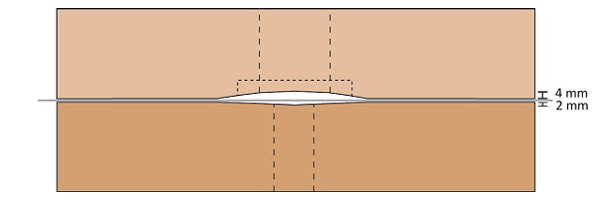
cisaillement. Ils rencontrent ensuite dans leur mouvement centrifuge
les rayons secondaires qui les broient vingt fois, à cette étape. Comme
la profondeur des rayons s'amoindrit ( de 6 à 3 mm ) en allant vers
l'extérieur et les surfaces des meules se rapprochent, la taille des
particules diminue. Enfin elles atteignent la portée ou les rives,
partie périphérique des meules striée de fines rainures espacées de 2mm
et profondes de 1mm, parallèles aux rayons principaux, appelées
ciselures ou rhabillures: elles ont pour but d'écurer les sons et
affleurer la farine.
Les portants, la surface réelle des meules entre les rayons, sont
finement bouchardés et parfois ciselés de petites rainures en V,
parallèles aux rayons, afin d'obtenir un mordant en les rendant bien
rugueuses.
Les outils spécifiques du rhabilleur ou de l'amoulageur sont:
- un jeu de règles, grande et petite, et de l'ocre à marquer mélangé à
de l'eau pour le dressage du coeur, de l'entrecoeur et des rives. Les
règles sont enduites d'ocre et passées sur les surfaces: les endroits
trop saillants se marquent et après plusieurs passages et
rectifications successives au marteau à piquer les surfaces sont bien
parallèles
- plusieurs marteaux, à panne plate et pointue, des bouchardes, des massettes et ciseaux.
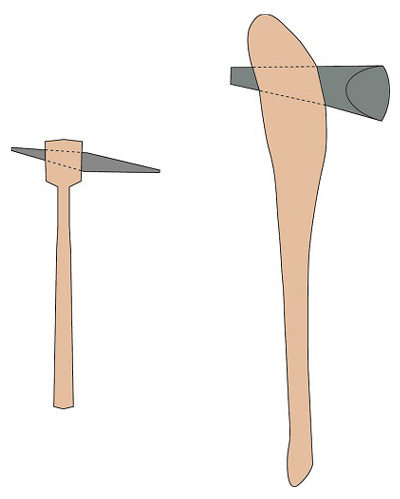
Le fameux marteau à piquer ou mailloche à tranches, outil emblématique
du rhabilleur, se compose d'un manche mortaisé par une lumière oblique:
on y engage une tranche, pièce métallique en double biseau, qui se
bloque dans la mortaise. On peut observer la très grande similitude de
cet outil, héritier direct de son ancêtre, avec la hache néolithique en
pierre polie à emmanchement direct. Le principe est le même, la partie
travaillante est bloquée dans une mortaise en forme de coin: ceci
permet dans le cas du marteau à piquer l'interchangeabilité de la
tranche selon le travail à fournir et peut-être une certaine souplesse
à l'impact. Car ce travail, ce martelage très spécialisé demande un
coup de main particulier, la main à l'arrière du manche étant le pivot
et la main devant percutant avec précision.
|
|
La seule façon de voir réellement la transformation du grain pendant
son parcours serait d'arrêter les meules en plein travail et de
soulever la volante: on pourrait découvrir les différentes phases de la
mouture du grain sur la gisante, en grains entiers puis en allant vers
l'extérieur, en gruau, en semoule et en farine.
Si les rayons ne remplissent pas correctement leur rôle de
distribution, de ventilation, de décorticage et de coupe, on court le
risque d'avoir un grain écrasé, ce qui a pour conséquence d'exprimer
l'huile du grain: elle imbibe alors la farine qui a tendance à rancir
et à moins bien se conserver.
Le voyage du grain se fait de l'oeillard à la portée normalement en
deux tours et demi. Le temps moyen de rotation est de 60 tours/minute.
Si cela prend plus de temps, la mouture a tendance à bourrer, la
pression est trop grande et trop d'humidité, d'huile et de chaleur se
dégagent. Au contraire si le parcours se fait trop vite, la pression
n'est pas assez forte et la mouture n'est pas bonne non plus.
Liens :
- Les Moulins de St-Luc
- Les moulins hydrauliques en France, VIIIE-XIVE siècles
- Le Moulin de la Mousquère
- Meules fertoises
- Le Moulin de Mendagne
- Les moulins de france
- The Art of the Millstones
- Instructions on how to dress millstones
Bibliographie :
- Manuel du meunier et du charpentier de moulins, Edme Béguillet, César Boquet.
- Jeux d'eaux, moulins, meuniers et machines hydrauliques, Cahiers d'histoire des techniques éd. Aline Durand.
- Les Moulins, Jean Orsatelli, éd. Jeanne Lafitte.
- Le moulin et le meunier, Claude Rivals, Empreintes éd..
- Moulins à vent et meuniers des pays d'Oc, Auguste Armengaud, Claude Rivals, éd. Loubatières.
- Encyclopédie de Diderot et d'Alembert.
|
|
|